-

- 滄州吉軒管道制造有限公司
-
全國服務(wù)咨詢熱線:
15076725855
15076725855

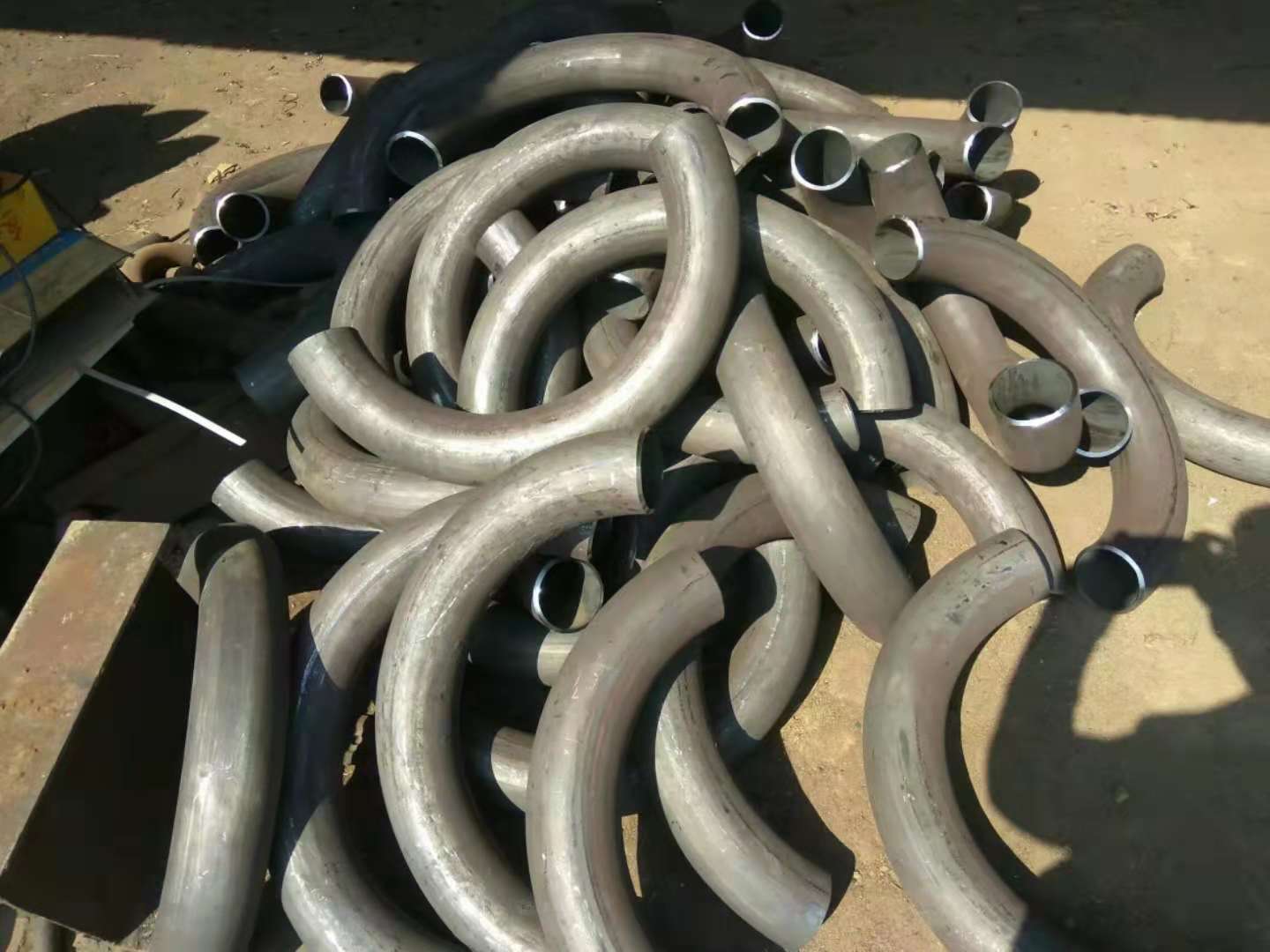


產(chǎn)品描述


您是第4326364位訪客
版權(quán)所有 ©2026-04-22 冀ICP備2025105932號-1
滄州吉軒管道制造有限公司 保留所有權(quán)利.
技術(shù)支持: 八方資源網(wǎng) 免責(zé)聲明 管理員入口 網(wǎng)站地圖手機網(wǎng)站

微信號碼
地址:河北省 滄州 鹽山縣 五里窯
聯(lián)系人:付園園女士(經(jīng)理)
微信帳號:15076725855















營")

 詳細(xì)介紹")
