變頻器11千瓦
傳動齒輪
是否跨境貨源否
是否定制是
產品規格精裝
產品數量9999.00臺
產品特性液壓
作用對象材質金屬
種類彎管機
別名握彎機
表面工藝抗氧化
基材材質A234 WPB或20#鋼
基材類型鋼管或鋼板
加工定制是
數量不限
彎管是采用成套彎曲模具進行彎曲的,分為冷煨與熱推兩種工藝。無論是哪一種機器設備及管道,冷彎管彎制工法;一、工法特點;1、能夠很好的控制冷彎管管口、彎曲段的橢圓度,平;本工法適用于管徑φ400mm-φ1066mm范圍;1、屈服原理:通過在鋼管預定的地方(鋼管的內、外;2、曲率半徑:冷彎管就是通過若干次微分塑性變形,;達到彎制角度胎芯退回600mm漲緊胎芯起升剛性基;五、工法要點(一)施工準備1、施工場地選擇;施工場地寬闊平整,有足夠的工作面積。
冷彎管彎制工法
一、工法特點
1、 能夠很好的控制冷彎管管口、彎曲段的橢圓度,平面度,直焊縫高度。 2、 能夠對母材管口,外防腐層和內減阻涂層起到很好的保護。 二、適用范圍
本工法適用于管徑φ400mm-φ1066mm范圍內,管壁厚7.1-26.2毫米之間,曲率半徑≥40D,X50-X70材質的鋼管。 三、 工藝原理
1、屈服原理:通過在鋼管預定的地方(鋼管的內、外部)施加一定的作用力,使之發生塑性變形,達到一定的彎曲角度的施工原理。
2、曲率半徑:冷彎管就是通過若干次微分塑性變形,達到圓弧狀所形成的。進給量為300毫米,曲率半徑大于或等于40D。 四、工藝流程 彎管工藝流程圖
達到彎 制角度 胎芯退 回600mm 漲緊 胎芯 起升剛性 基座至水平 奇數次 伸出楔塊油 缸托住鋼管 偶數次 起升主油缸 至一定高度 啟動絞車 進給300mm 奇數次 縮回 主油缸 縮回楔 塊油缸 吊車吊起管端 調整胎芯位彎制準備階段確定起彎點 啟動絞車 鋼管就位 中心標示 找正焊縫位置 進管 胎芯進入管內 縮回 胎芯 彎制階段
五、工法要點 (一) 施工準備 1、施工場地選擇
施工場地寬闊平整,有足夠的工作面積,且要求布局合理。在工作區內不允許有高壓線等不適合吊裝作業的障礙物,作業地面要求平整、堅硬,適合運輸設備的進入和裝卸。
2、管堆的制作
根據冷彎管的堆放規則,彎管應堆放在管堆上,管堆用不損害鋼管材質和防腐層的材料堆砌而成。不允許放置在石頭、磚瓦等硬性物體上。管堆的高度應保證彎管離開地面200mm以上,且彎管只能進行單層堆放。 3、設備的就位
為嚴格執行施工規范,彎管機必須水平放置,且具有可調性。在設備下方墊一層碎石,既可以強化地基,還可以調整設備的平整度,然后組裝、調試好設備,在彎管施工前應校平,前后左右誤差不得大于0.1°。 4、其它
制作晴雨棚,有利于保護好人、設備;制作安全標語、警示牌,做到現場文明施工,爭創工程。 (二)彎管準備
1、正式彎管前,應作好以下幾項工作:①調整內胎芯的主要參數(根據鋼管壁厚調整胎芯的型號);②彎管機性能應能滿足彎管工藝參數,具有良好的工作狀態,準確的量值顯示和安全性;③配合設備應能滿足彎管要求,具有良好的工作狀態;④應根據委
上報 存檔 作技 術資料 標示 彎制結束階段 測量 檢漏 啟動絞 車出管 胎芯相對 于鋼管后退 吊車大鉤跟 隨鋼管前進 胎芯退 出彎管 放下 大鉤 吊至 堆管場 托單位的委托單加工;⑤應對彎管機模具和待加工的鋼管內、外進行清理,防止雜物將外防腐層和內減阻涂層劃傷。
2、在彎管機前設兩個導管架,目的是以便在防腐管進入設備前能夠調整直焊縫的位置;且需要用軟物體好,以免破壞防腐層和母材,且它們之間的距離為7米,有利于施工。
3、用長度大于7-8米的卷尺量出防腐管軸線的中心點,以便于用吊帶(寬600毫米,載重量為32噸)能夠平衡的吊起,可以水平的進入彎管機。
4、防腐管進入設備的方向有兩種可能,視具體情況而定: Ⅰ)當防腐管彎制時不需要內胎芯時,可以從前后兩端進入。 Ⅱ)當防腐管彎制時需要內胎芯時,只能從前端進入。
5、吊車的選擇: 選用16噸汽車吊。
6、防腐管的進入:
當用吊帶把防腐管送入一半到設備后,放下吊帶,吊車向前走,取下吊帶,把管口扶正裝置(即帶有弧形鉤的吊鉤)用吊車吊起,然后吊車向后行走,把剩下的一半送入設備中。

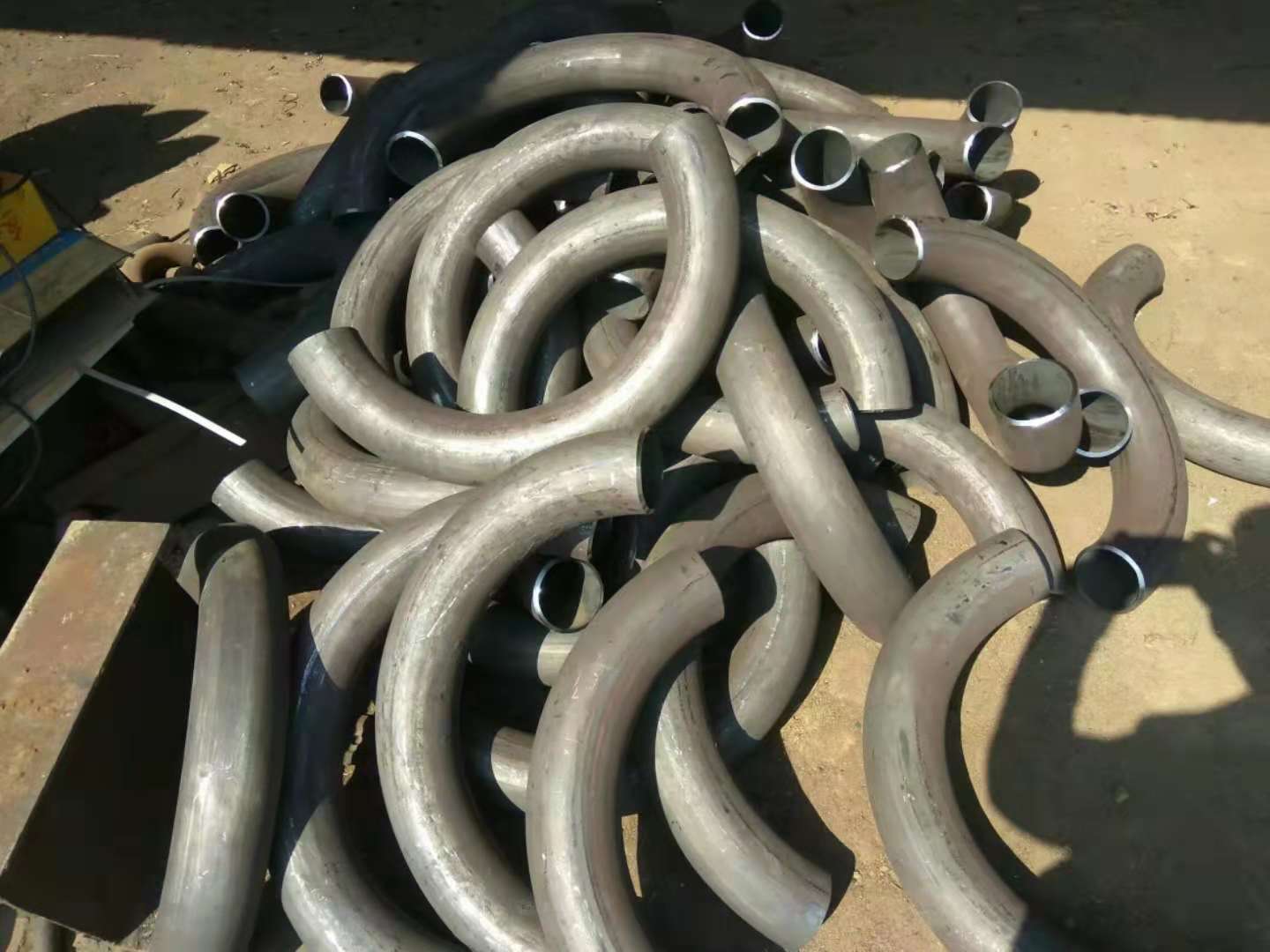
無縫彎管是采用中頻電感應加熱,常州彎管,將工件在局部加熱的條件下進行彎曲。

彎管生產廠家為化工、電力、冶金、石油生產制造彎管、中頻彎管、u型彎管、o型鋼彎管

在彎管加工辦法、需求處理的工藝難點、產物的缺陷方式和避免辦法、彎曲時用的模具及設備等方面,兩者之間存在很大差異。彎管時材料外側受拉,杭州彎管講到內側受壓中性軸所在位置則與彎管方法而不同,在頂彎式(壓縮彎曲)工作時中性軸處于離外壁約1/3處,在旋彎(回彎式)工作時,中性軸處于離外壁2/3處。因此薄壁管道彎曲,使用旋彎法是有益的。碳鋼彎管彎胎的精度也是影響彎管質量的因素之一。彎管講到我們在彎胎制造時,除規格尺寸要求控制在一定公差范圍時,同時也要求用戶在使用時根據彎制管徑選擇相應的彎胎。管材本身的可彎曲機能與表面侵蝕情況,3D碳鋼彎管精工制造,亦可能影響到彎管質量。現場施工時,操縱者亦需了解被加工管道的材料,加工機能和對表面侵蝕情況作生產判定。
在純彎曲的狀況下,20#碳鋼彎管供應商,外徑為D,國標碳鋼彎管薄利多銷,壁厚為S的管子受外力矩M的效果而彎曲時,彎管加工之后變形區的外側資料遭到切向拉伸應力的效果而伸長,然后使外側管壁減薄:內側資料則遭到切向壓應力的效果而縮短,然后使內側管壁增厚。因為位于彎曲變形區外側和內側的資料所受的切向應力大,故其管壁的厚度轉變也大。因而,外側管壁會過量減薄。當變形水平過大時,外側管壁會發生裂紋,內側管壁會呈現掉穩而起皺。還因為彎曲內、外側管壁上切向應力在法向的合力的效果,使彎曲變形區的圓管橫截面在法向受壓而發生畸變,即法向直徑減小,橫向直徑。變形水平越大,則畸變景象越嚴峻。別的,因為從拉應力過渡到壓應力的彈性階段的存在,卸載時外層纖維因彈性恢復而縮短,內層纖維因彈性恢復而伸長,后果使工件彎曲的曲率和角度發作明顯轉變,與模具的外形和設計要求的外形紛歧致,形成彎曲回彈景象,降低了彎曲件的工藝精度。
中頻彎管目前廣泛應用于電力、石油、化工、航海、核工業等工程領域的管道預制中,但中頻彎管在起弧處波浪褶皺明顯偏大,特別是彎曲半徑小于3Do(Do為管外徑)時,內弧波浪褶皺更大,嚴重影響產品的外觀質量,這是幾十年來國產彎管機無法解決也急需解決的問題。 中頻彎管的過程是在鋼管待彎部分套上感應圈,用機械轉臂卡住管頭,在感應圈中通入中頻電流加熱鋼管,當鋼管溫度升高到塑性狀態時,在鋼管后端用機械推力推進,進行彎制,彎制出的鋼管部分迅速用冷卻劑冷卻, 這樣邊加熱、邊推進、邊彎制、邊冷卻, 不斷將彎管彎制出來。
所有彎管的性能發揮從彎管及其母管的力學性能、制造工藝、其焊接工藝、煨制工藝、組織形貌,焊材選擇等有很大的影響 彎管制作,丹東碳鋼彎管,儲存安裝注意事項:1、精度,制造時,規格尺寸要求控制在一定公差范圍;2、選材的性能管材本身的可彎曲性能與表面腐蝕情況。被加工管道的材料,加工性能和表面腐蝕情況都會對成品具有很大的影響;3、常對外露的加工表面清潔,存放在室內透風干燥的地方。常保持彎頭的干燥和透風,嚴禁堆置或露天存放,按照規定存放方法存放;4、安裝時,可將彎頭彎管按連接方式直接裝置在管路上,按照使用的位置進行安裝。一般情況下,安裝在管路任意位置上,盡量保持水平安裝。
http://m.dchf.com.cn